06. November, 2023delish0

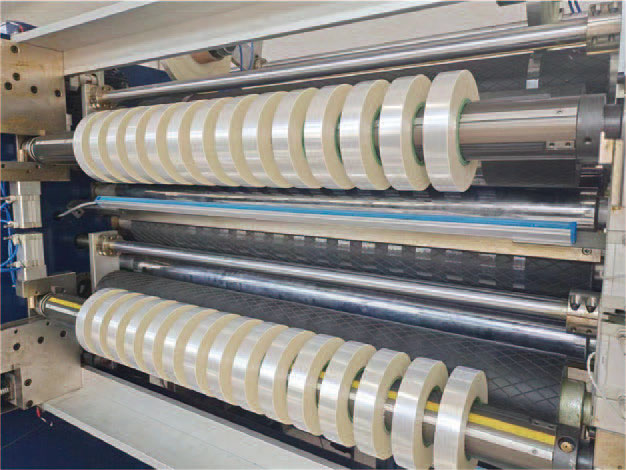
Slitter tension control is an important factor affecting the winding quality of finished products. In the process of longitudinal high-speed slitting and rewinding of paper or film, many factors will cause changes in the traction force between the rollers, including changes in the speed of the slitting machine, emergency stops, slippage, changes in the diameter of the material and uneven thickness of the substrate. Insufficient tension will cause the material to shift and wrinkle during rotation, and excessive tension will cause the material to stretch or even tear, so maintaining an appropriate and stable tension is the key to ensuring the quality of the finished product.
Factors that affect the tension of the slitter
1. The change of speed will cause the tension change acting on the coil. Taking the film slitting machine as an example, the increase of speed in a short time when it is just started will bring more air into the film layer, making the film roll very soft, and the tension should be increased to expel the air between the layers. When the slitting machine speed climbs to the set value, the pressure will stabilize if the speed is constant. When the slitter slows down to the shutdown stage, the tension value at this time will decrease with the decrease in speed.
2. In the process of rewinding and unwinding, the tension of the slitting machine changes with the change of the diameter of the material. During the unwinding process, the coil diameter gradually decreases, and the tension increases continuously under the condition that the torsional torque remains unchanged. On the contrary, with the continuous increase of the roll diameter, the unwinding tension of the same torque is constantly decreasing, resulting in the phenomenon of soft or even deviation of the finished coil. This requires the slitter tension control system to pre-set the taper tension attenuation and compensation value to maintain a constant tension.
3. The structural design of the slitting equipment and the accuracy of the components will also affect the tension. Transmission rollers include over-rolled rolls, floating rollers or flattened rollers, and problems with the accuracy of the rolling will lead to unbalanced tension, and inconsistent air pressure on both sides of the pressure roller will cause both ends of the film roll to loosen and tighten on the other. The coefficient of friction between the pulley and the belt has an effect on the tension and can be compensated by calculating the amount of resistance. The larger the wrapping angle of the roller, the greater the tension difference between the two sides of the roller tightening. When the roller is a driving roller, the material tension entering the roller is larger, and the tension of the material leaving the roller is smaller. When the roller is a driven roller, the material tension is greater when it leaves the roller because the roller is driven by tension.
4. In addition to the process, the characteristics of the material itself will also have an impact on the slitting tension. For example, the width of the material, the thickness tolerance, the elasticity is inconsistent, the influence of the temperature and humidity of the environment on the material, and so on. The tension fluctuation caused by this reason is relatively difficult to control, and it is necessary to explore the law in practice, and Delish slitting machine determines different slitting parameter curves for different material properties, so as to achieve constant tension control.
Slitter tension control scheme
The tension control of the slitting machine includes two forms of open-loop and closed-loop control, the open-loop control only has tension detection without feedback, and the tension is adjusted directly by changing the torque of the motor, and the control process should compensate for the mechanical loss, dynamic and static inertia and acceleration and deceleration and other working conditions, and the stability and accuracy are poor, and have been gradually eliminated. The following editor focuses on common closed-loop tension control schemes.
1. Tension sensor detection scheme. Generally, two load cells are paired and installed at both ends of the tension detection roller. When the material passes through, pressure is applied to the detection roller, and the pressure sensitive element converts the detected tension signal into a standard signal of 0 to 10 volts/4 to 20 mA through the tension amplifier to the PLC or other industrial control equipment. After receiving the standard signal, the programmable controller compares it with the set value, and transmits the calculated signal to the actuator such as the magnetic particle clutch/brake to complete the tension adjustment control.
2. Floating roller tension detection scheme. Generally, a floating roller is set up and connected with a low-friction cylinder, and the tension of the film material acting on the floating roller is balanced with the vertical force of the cylinder. When the tension changes during operation, the position of the floating roller changes. The potentiometer detects the change in position and adjusts the tension through the PID algorithm to adjust the winding speed, so that the floating roller returns to its original position to ensure that the tension of the film coil is always constant. The advantage of floating rollers is that when there is a sudden change in tension, the floating roller can absorb certain fluctuations to keep the overall tension stable.
3. Composite tension control scheme of floating roller tension sensor. Tension sensors are characterized by better control accuracy, while the use of floating rollers to detect tension can absorb and cushion a wide range of tension jumps. Therefore, the combination of the two schemes, the detection displacement signal of the floating roller and the tension signal output by the tension sensor at the same time can achieve a higher precision and more stable slitting machine tension control effect.



 Fully Automatic TTR Slitter RSDS8 Plus
Fully Automatic TTR Slitter RSDS8 Plus Hot Stamping Foil Slitter 1600mm
Hot Stamping Foil Slitter 1600mm Hot Stamping Foil Slitter (4 Shafts)
Hot Stamping Foil Slitter (4 Shafts) Semi-Auto TTR Slitter RSDS2 Plus
Semi-Auto TTR Slitter RSDS2 Plus Semi Automatic TTR Slitter RSDS5 Plus
Semi Automatic TTR Slitter RSDS5 Plus Manual TTR Slitter RSDS2
Manual TTR Slitter RSDS2 Auto Paper Core Cutter
Auto Paper Core Cutter Aluminum Foil Slitting Machine
Aluminum Foil Slitting Machine






 +86 135 9951 7291
+86 135 9951 7291 support@delishgroup.com
support@delishgroup.com +86 135 9951 7291
+86 135 9951 7291