22. August, 2025delish0
Let's delve into the challenges and solutions faced by metal foil slitting machines in high tension and high-precision parameterization. This is a very core and specialized issue that is directly related to the quality, production efficiency and cost of the final product.
The essence of the core challenge
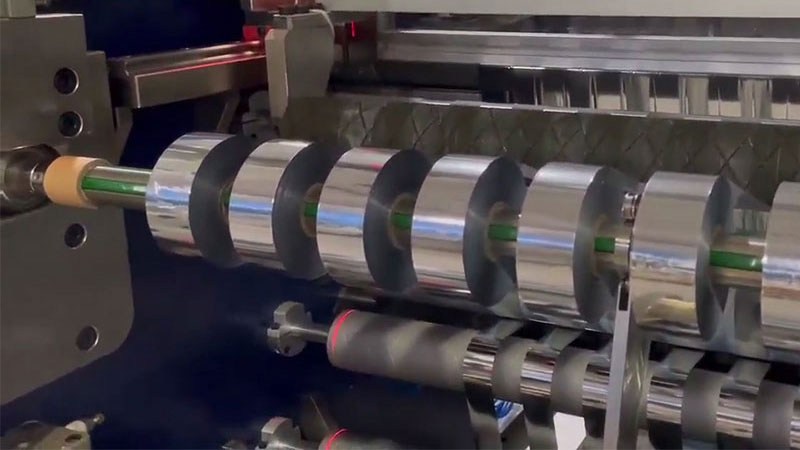
Metal foils (such as copper foil and aluminum foil for lithium batteries, shielding foil in the electronics industry, etc.) are extremely thin (up to 6 μm or even thinner), easy to stretch, easy to wrinkle, easy to tear, easy to tear. It's like an extremely fragile plastic wrap that has to be taut.
• High tension requirements: Sufficient tension must be applied to ensure that the foil is flat, not misaligned, and does not wrinkle during the slitting process. Tension is the primary means of controlling material stability.
• High precision requirements: The final requirement is that the width tolerance of the strip after slitting is extremely small (such as ±0.02mm), the edges are free of burrs, dust, and wavy edges, and the winding is neatly reeled (cabbage sum roll), and there should be no problems such as collapsing and warping.
The challenge is that these two needs are contradictory.
• Too little tension: The material is loose, resulting in wrinkles, meandering (deviation), resulting in poor trimming, uneven winding, and even inability to produce normally.
• Excessive tension: extremely thin foils can be stretched or even directly broken (low tensile strength). Even if it is not broken, excessive stretching will lead to plastic deformation of the material (permanent lengthening and thinning), changes in the microscopic lattice structure, and affecting its physical properties such as electrical conductivity (a fatal defect for lithium battery electrodes). At the same time, excessive tension can also exacerbate wear on the blade.
Therefore, the core art and challenge of parameterization lies in finding that "golden balance" – a tension window that ensures the stable operation of the material without damaging or permanently deforming it.

Key parameter systems that affect high tension and high precision setting
This is not the adjustment of a single parameter, but a system engineering that requires collaborative optimization. It mainly involves the following aspects:
1. Tension control system
This is the "nerve center" of the entire slitting machine.
• Unwinding tension: the starting point. It is necessary to overcome the inertia of the material smoothly, and there should be no tension shock during start-up.
• Process tension (traction tension): The tension in front and behind the slitting tool holder. This is the key to controlling the flatness of the material and the stability of the line speed. It is usually controlled by means of a dancer or tension sensor.
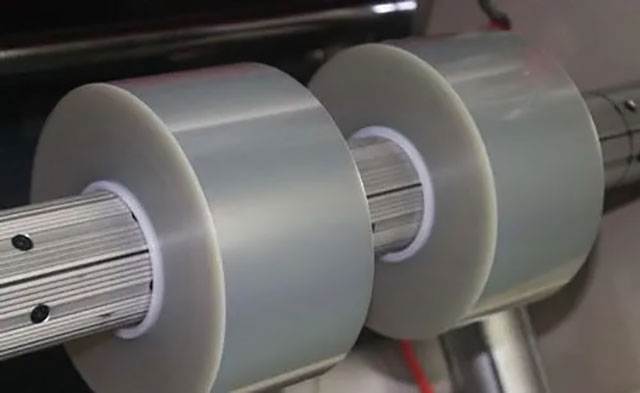
• Rewinding tension: the end point and the most complex link. Taper tension control must be used.
◦ Why do you need taper control? As you rewind it, the coil diameter gets bigger and bigger. If a constant initial tension is applied over the entire coil diameter, the innermost material will be subjected to tremendous pressure, causing it to be crushed (core wrinkled), deformed, or even unable to be unwinded. The outer layer will loosen due to insufficient tension.
◦ How is it done? The control system gradually reduces the tension according to the preset taper curves (linear taper, concave curve, convex curve) based on the real-time calculated coil diameter. The setting of the taper (starting tension value and taper ratio) is the key to the retraction quality.
2. Velocity and acceleration parameters
• Acceleration and deceleration slope: The acceleration and deceleration process must be smooth. Excessive acceleration will produce huge inertial tension, which is very easy to tear the foil; Excessive deceleration can lead to material slack and stacking. It is necessary to set a gentle acceleration and deceleration curve that matches the tension of the material.
• Operating speed: When operating at high speeds, air is more likely to be caught between the coils, forming an "air axis" that can lead to inaccurate winding. At the same time, the response speed of the high speed to tension control is extremely high, and any small fluctuations will be amplified.
3. Correction system parameters
• Correction response speed: The system detects edge position deviations and makes corrective actions. If the response is too slow, it will go astray; If the response is too fast and too sensitive, it will oscillate back and forth near the correct position, forming a "wavy edge".
• Correction gain: determines the "strength" of the correction action. It needs to be finely tuned according to the material properties and operating speed.
4. Tool parameters
• Tool Clearance (Clearance of Upper/Lower Cutterhead): This is key to affecting the quality and burrs of the cutting edge. If the gap is too small, the tool will wear out quickly, and even metal shavings will be generated; If the gap is too large, it will not be possible to cut the material or produce large burrs and draws. For very thin foils, clearances often need to be set in the micron range.
• Edge overlap (for round knife shear): Same precise setting, usually 1/2 to 1/3 of the thickness of the material.
• Radial and axial runout of the tool: The accuracy of the tool itself directly determines the slitting accuracy. High-precision slitting machines require minimal runout of the tool.

Strategies and solutions to achieve a balance between high precision and high tension
1. High-precision hardware is the foundation
◦ High rigidity frame: ensure that the whole fuselage is free of deformation and vibration under high speed and high tension.
◦ High-precision servo motors and drives: Provide stable and responsive torque and speed control.
◦ High-resolution encoder: real-time accurate feedback on the position and speed of each roller.
◦ Sensitive tension sensor and stable pneumatic/electric actuator: Forms a fast and accurate closed-loop tension control loop.
◦ High-quality tools: Ultra-precise grinding blades are used and extremely high mounting accuracy is guaranteed.
2. Advanced control algorithms and software
◦ Adaptive/feedforward tension control: Modern advanced slitting machines use more sophisticated algorithms to predict tension disturbances caused by acceleration and deceleration, material joints, and other factors, and compensate for them in advance, rather than waiting for disturbances to occur before correcting them.
◦ Multi-stage taper tension model: Provides more flexible winding tension curve settings to adapt to the needs of different materials and cores.
◦ Parameter Recipe Function: Save the success parameters of different materials (such as copper foil, aluminum foil), different thicknesses, and different widths as recipes. One-click call when changing products, greatly reducing debugging time and scrap.
3. Systematic debugging methods
◦ From low to high principle: At the initial setting, parameters such as tension and speed should start from a lower value and gradually increase until the optimal state of stable operation is reached.
◦ Stethoscope and Microscope:
▪ Listen: Whether the equipment is running smoothly and whether there is any abnormal friction or vibration sound.
▪ See: whether the material runs as smoothly as a "mirror", whether there is any jitter or wrinkles; whether the cut edge is bright and burr-free; Whether the winding end face is neat and uniform.
▪ Touch: After stopping the machine (under the premise of safety), touch the tightness of the winding to feel whether its hardness is uniform.
▪ Measurement: Finally, tools such as micrometers and microscopes must be used to detect hard indicators such as width tolerance, burr height, and thickness changes of the slitting strips, and use data to verify the effectiveness of parameter setting.
summary
The high tension and high-precision setting of the metal foil slitting machine is a systematic project that combines mechanical engineering, materials science, electrical automation, and extensive operating experience.
The ultimate challenge is to find a dynamic, optimal parameter window within the physical limits of the material through sophisticated hardware and intelligent software, so as to achieve the perfect unity of stability (high tension) and non-destructiveness (high precision). There is no one-size-fits-all parameter, only best practices for specific equipment, specific materials, and specific environments.

 Fully Automatic TTR Slitter RSDS8 Plus
Fully Automatic TTR Slitter RSDS8 Plus Hot Stamping Foil Slitter 1600mm
Hot Stamping Foil Slitter 1600mm Hot Stamping Foil Slitter (4 Shafts)
Hot Stamping Foil Slitter (4 Shafts) Semi-Auto TTR Slitter RSDS2 Plus
Semi-Auto TTR Slitter RSDS2 Plus Semi Automatic TTR Slitter RSDS5 Plus
Semi Automatic TTR Slitter RSDS5 Plus Manual TTR Slitter RSDS2
Manual TTR Slitter RSDS2 Auto Paper Core Cutter
Auto Paper Core Cutter Film Slitting Machine
Film Slitting Machine






 +86 135 9951 7291
+86 135 9951 7291 support@delishgroup.com
support@delishgroup.com +86 135 9951 7291
+86 135 9951 7291