09. April, 2026delish0
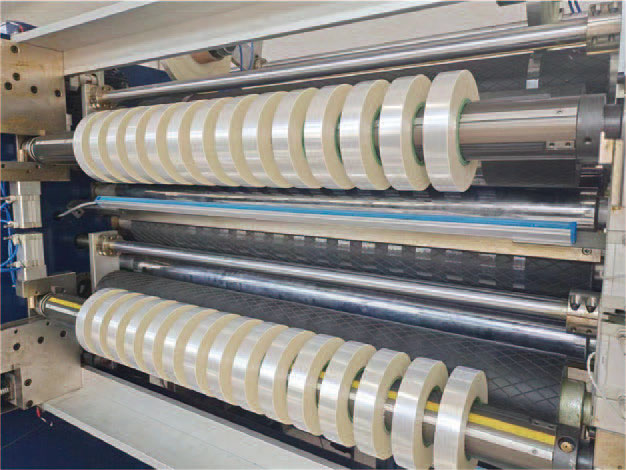
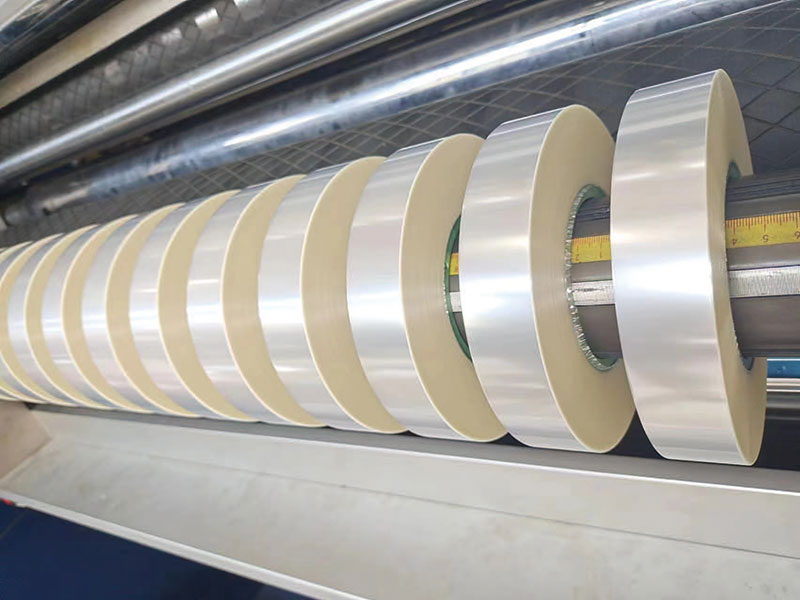
In the processing of PET film, uneven winding end faces after slitting are a common and headache. Uneven end faces not only affect the appearance of the product, but also cause downstream customers to deviate, wrinkle or even break the film during unwinding, which directly affects the product qualification rate and customer satisfaction.
So, how to effectively solve this problem? The following three tricks have been proven in practice and can significantly improve the neatness of PET film slitting and winding.
The first trick: accurately control the winding tension and establish a "taper tension curve"
The most fundamental cause of uneven end faces is often improper tension control.
Many operators are accustomed to using constant tension winding, but as the coil diameter gradually increases, the stress distribution inside the film will become more and more uneven, and the outer film will squeeze the inner layer, which will directly lead to the end face bulge or depression.
How to do it right:
1. Adopt taper tension control mode: gradually reduce the winding tension according to a certain proportion as the winding diameter increases. The taper value is usually set between 70% and 90%, depending on the film thickness and material.
2. Distinguish between tension sections:P ET film is thin (common 12μm-250μm), too much tension will lead to tensile deformation, too small will lead to loose winding. It is recommended that the initial tension should be controlled at 10%-15% of the fracture tension of the film.
3. Use closed-loop tension control system: equipped with real-time feedback from tension sensors to ensure tension stability during acceleration, deceleration and constant speed phases.
Effect: The taper tension can effectively balance the stress of the inner and outer layers, so that the winding core is tight, the outer ring is moderately relaxed, and the end face is naturally flat.

Second trick: optimize the pressure roller and guide system to eliminate "air gap" and "jitter"
Even with precise tension control, if the pressure roller and guide roller are not in good condition, the problem of uneven end faces is still difficult to eradicate. Any lateral offset or air entrainment of the film before it enters the winding shaft is reflected directly on the end face.
Key measures:
1. Adjust the pressure and parallelism of the roller: The function of the roller is to extrude air between the layers, ensuring a tight fit of the film. The pressure roller and the winding shaft must be strictly parallel, and the pressure difference between the two ends should not exceed 5%. Excessive pressure will leave indentations on the membrane surface, and too little will not be able to effectively exhaust.
2. Check the level and runout of the guide rollers: the horizontality deviation of all guide rollers should be less than 0.1mm/m, and the radial runout should be controlled within 0.05mm. Any tiny eccentricity periodically disturbs the transverse position of the film.
3. Add static elimination device:P ET film is prone to static electricity, which will cause the film to absorb dust and repel or attract each other, destroying the neat arrangement. Installing static elimination rods before winding can significantly improve interlayer bonding.
Effect: After eliminating lateral jitter and air entrainment, each circle of film can fall precisely in the predetermined position, and the end face is as flat as a knife.

The third trick: scientifically set the slitting parameters and tool state to eliminate "edge burrs"
Many people overlook the fact that uneven end faces often start with the quality of the cut edge. If there are burrs, melts, or wavy edges at the edge of the film, these defects will accumulate and amplify layer by layer during winding, eventually manifesting as severe end face unevenness.
Specific Operation:
1. Keep the knife sharp and the clearance reasonable: The edge of the round or flat knife should be ground regularly, the overlap amount between the blade and the bottom knife should be controlled at 0.5-1.0mm, and the lateral clearance should be adjusted to 0.02-0.05mm according to the thickness of the film. Blunt knives will produce stretched burrs, and improper clearance will cause indentations or chips.
2. Control the slitting speed to match the material: During high-speed slitting (typically 200-500m/min), frictional heat may cause the edges of the PET film to soften and curl. It is recommended to reduce the speed appropriately for films with a thickness of less than 50μm, or use a cooling air knife to assist in heat dissipation.
3. Check the quality of the master roll: If the master roll itself has problems with uneven thickness, hard lumps or warped edges, no matter how it is adjusted after slitting, it will not be possible to get a neat end face. If necessary, the master volume should be rewinded and preprocessed.
Effect: Clean, straight, burr-free trimming is the prerequisite for neat winding. After the edge quality passes, the end face neatness is improved by at least 50%.

Comprehensive recommendations
To solve the uneven end face of PET film slitting and winding, a single means cannot be expected. Tension is the foundation, the pressure roller and guide are the guarantee, and the tool and slitting parameters are the premise. We recommend that you troubleshoot optimizations in the following order:
1. Check the tool and slitting parameters first to ensure the quality of the cutting edge;
2. Adjust the guide roller and press roller to eliminate mechanical jitter;
3. Finally, the tension curve is optimized to achieve uniform stress distribution.
Through the implementation of the above three measures, many factories have reduced the defective rate of uneven slitting end faces of PET film from more than 5% to less than 1%, and the effect is immediate. If you have a similar problem with your production line, start checking and adjusting it item by item today.


 Fully Automatic TTR Slitter RSDS8 Plus
Fully Automatic TTR Slitter RSDS8 Plus Hot Stamping Foil Slitter 1600mm
Hot Stamping Foil Slitter 1600mm Hot Stamping Foil Slitter (4 Shafts)
Hot Stamping Foil Slitter (4 Shafts) Semi-Auto TTR Slitter RSDS2 Plus
Semi-Auto TTR Slitter RSDS2 Plus Semi Automatic TTR Slitter RSDS5 Plus
Semi Automatic TTR Slitter RSDS5 Plus Manual TTR Slitter RSDS2
Manual TTR Slitter RSDS2 Auto Paper Core Cutter
Auto Paper Core Cutter Film Slitting Machine
Film Slitting Machine






 +86 135 9951 7291
+86 135 9951 7291 support@delishgroup.com
support@delishgroup.com +86 135 9951 7291
+86 135 9951 7291