24. April, 2026delish0
During the slitting process of hot stamping foil, uneven end faces are one of the common quality problems. Uneven end faces not only affect the appearance of the product, but also lead to problems such as inaccurate positioning and poor foil flow in the subsequent hot stamping process. If you also encounter this problem, you don't need to rush to change the equipment, first check the following 4 key parts in order, most of the problems can be solved.
1. Check the cutter system
The cutter is the first step in determining the quality of the slitting end.
• Blade sharpness: Blunt knives will pull on the foil film instead of cutting it neatly, resulting in burrs and uneven edges on the end face. Use a magnifying glass to observe the blade edge, and if there are chips or obvious wear marks, grind or replace them promptly.
• Blade mounting angle: whether the angle and overlap between the upper and lower knives (or the round knife and the bottom knife) meet the operation standards. Angular deviations will cause uneven force, making the cut edge wavy.
• Shaft Clearance: Gently shake the shaft with your hand to feel whether there is radial or axial movement. If the gap is too large, the blade will shift the moment it touches the foil.
2. Check the tension control system
Tension fluctuations are the "number one culprit" of uneven ends.
• Unwinding tension: Observe whether the tension display gauge fluctuates steadily. If the tension is large or small, the foil layer will move back and forth during the slitting process, and the end face will inevitably be uneven after winding. Check whether the tension sensor and magnetic particle brake (or pneumatic brake) are working properly.
• Rewinding tension: The rewinding tension is too small, the core is loose, and the end face collapses; if the tension is too large, the foil layer will be thinned or even stretched and deformed, and the end face will be uneven. You can try to slightly adjust the rewinding tension taper parameter to observe the improvement of the end face.
• Over roller flexibility: All guide rollers and floating rollers should rotate freely without jamming. A non-rotating over roller will drag the foil like a brake, causing local tension sudden changes.
3. Check the correction device
When the correction system fails, the foil roll will swing from side to side like a "snake".
• Correction sensor: Is the surface of the photoelectric or ultrasonic sensor obscured by dust or foil shavings? Is the sensitivity setting appropriate? Standard test strips can be used to verify that the sensor accurately identifies the foil edges.
• Actuator: Is the hydraulic cylinder, screw or linear module that pushes the unwinding or take-up seat moving smoothly? If the response is slow or the stroke is insufficient, the deviation cannot be corrected in time, resulting in the end face of each layer of foil not being on the same vertical plane.
• Control logic: The response speed of some old-fashioned equipment is adjustable, and if the response is too slow, it can be appropriately accelerated; if the response is too fast, it will cause oscillation and aggravate the unevenness.
4. Check the winding roller and core
The state of the winding mechanism itself directly affects the neatness of the end face.
• Roller status: Is the surface of the roller (rubber roller that touches the surface of the winding roll) uneven wear or foreign objects attached? Is the pressure at both ends of the roller consistent? It can be judged by a feeler gauge or by pressing empirically. Uneven pressure will make one end of the coil tight and the other end loose, and the end surface will naturally be uneven.
• Core roundness and parallelism: Is the paper tube or plastic core used round? Is the core concentric with the winding shaft after installation? When the core is bent or eccentric, the hidden danger of "uneven end face" is buried at the beginning of winding.
• Winding shaft runout: Let the rewinding shaft idle at low speed, and use a dial indicator to measure the radial runout at the shaft end. If the runout exceeds the allowable range (generally less than 0.05mm), check whether the bearing, bushing or shaft itself is bent.
Quick troubleshooting process suggestions
If you're short on time, it's recommended to make a quick judgment in the following order:
1. Idle first: remove the foil, let the slitting machine run without load, and observe whether there is abnormal shaking of the cutter shaft and rewinding shaft - to eliminate mechanical foundation problems.
2. Re-paper: Use thick paper or waste foil to cut for a short distance and observe the quality of the cut edge - whether the lock is a cutter problem.
3. Adjust the tension: After confirming that the knife and correction are normal, gradually fine-tune the unwinding and rewinding tension - in most cases, this step can solve 80% of the uneven end face problems.
Uneven end faces are often the result of multi-factor coupling, such as "the cutter is dull" and "the tension is too large" will amplify the problem. It is recommended to adjust only one variable at a time to compare and improve the effect to avoid blind messing. If all the above four parts have been checked and there are no abnormalities, then you can consider checking the speed synchronization signal in the electrical control system or contacting the equipment manufacturer for overall accuracy calibration.



 Fully Automatic TTR Slitter RSDS8 Plus
Fully Automatic TTR Slitter RSDS8 Plus Hot Stamping Foil Slitter 1600mm
Hot Stamping Foil Slitter 1600mm Hot Stamping Foil Slitter (4 Shafts)
Hot Stamping Foil Slitter (4 Shafts) Semi-Auto TTR Slitter RSDS2 Plus
Semi-Auto TTR Slitter RSDS2 Plus Semi Automatic TTR Slitter RSDS5 Plus
Semi Automatic TTR Slitter RSDS5 Plus Manual TTR Slitter RSDS2
Manual TTR Slitter RSDS2 Auto Paper Core Cutter
Auto Paper Core Cutter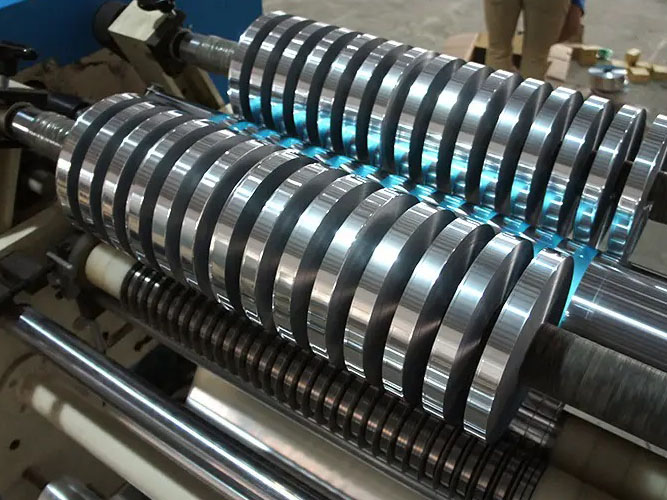 Aluminum Foil Slitting Machine
Aluminum Foil Slitting Machine






 +86 135 9951 7291
+86 135 9951 7291 support@delishgroup.com
support@delishgroup.com +86 135 9951 7291
+86 135 9951 7291