26. June, 2026delish0
In the fields of label printing, barcode manufacturing, and heat transfer ribbon production, the ribbon slitting machine is the core equipment for processing wide large rolls of ribbons into the narrow rolls required by customers. It is like a precision production line; its operational stability and slitting accuracy directly determine the quality and production efficiency of the final product. This article will start from the working principle and systematically analyze the core components and maintenance system of the ribbon slitting machine.

1. Working Principle and Core Composition
The basic working principle of the ribbon slitting machine is not complicated: the large roller is mounted on the unwinding reel, and through the guide roller and tension control system, it is transmitted to the slitting blade area, where it slits longitudinally into multiple narrow strips of the required width, which are then rewound separately onto the reel.
A typical ribbon slitting machine mainly consists of the following core components that work together to ensure the smooth progress of the slitting process:
(1) Unwinding and rewinding system: The unwinding shaft is used to support and release large rolled ribbons; The winding reel then rolls multiple narrow strips after slitting into finished small rolls. Some equipment is designed with mechanisms that facilitate quick loading and unloading of the rewinding rolls to improve changing efficiency.
(2) Traction and guidance system: composed of multiple sets of guide rollers and traction clamps, responsible for guiding the ribbon smoothly through the equipment. The front and rear traction clamp roller design mentioned in the patented technology can form comprehensive lateral positioning of the membrane, preventing it from swinging side to side during high-speed operation, thereby ensuring slitting accuracy.
(3) Slitting system (core): usually uses circular or straight blade forms. The design of the cutting ring and blade determines the slitting width and edge quality. The blade's sharpness, installation angle, and overlap are key parameters affecting slitting performance.
(4) Tension control system: Known as the "lifeline" of slitting quality. It uses sensors to monitor ribbon tension in real time and automatically adjusts the unwinding and rewinding torque, ensuring ribbons operate under constant tension and preventing breakage, wrinkling, or uneven winding caused by tension fluctuations.
(5) Control system: Through PLC and human-machine interfaces (such as touch screens), operators can set parameters such as slitting width, speed, length, and tension to achieve automated production.

2. Maintenance System: From Passive Repair to Proactive Prevention
The industry consensus is that the reliability of ribbon slitting machines is not a matter of chance, but stems from systematic and standardized routine maintenance experience. The core approach to maintenance should shift from "repairing equipment when it breaks" to "proactively preventing, identifying and eliminating hidden dangers in advance."
A complete maintenance system should be implemented in layers according to the time dimension:
1. Daily/shift maintenance (performed by the operator)
This is the most basic and important line of defense, with the focus on cleaning and inspection:
• Cleaning key areas: Use dust-free cloths and industrial alcohol to clean carbon powder and adhesive stains on the surfaces of the unwinding/rewinding roll, guide rollers, and tension rollers; Carefully remove debris around the blade; Clean the surfaces of photoelectric sensors and correction sensors to ensure sensitive sensitivity.
• Operating status check: After startup, monitor for abnormal noises (such as bearing wear sounds) or abnormal vibrations; Check whether the barometer reading is within the standard range (usually 0.5-0.7 MPa).
2. Weekly/monthly maintenance (performed by technicians)
• Deep cleaning and lubrication: dust removal on the motor cooling fan and circuit board casing (power offline). For moving parts such as guide rails and bearings, add specified lubricating oil as required by the manual, but avoid excessive amounts to prevent oil contamination of the ribbon.
• Inspection of wear parts: Check the sharpness of the blade. If you find burrs or brushing at the cut, sharpen or replace it promptly; Check whether the drive belt is loose or aged, and whether the coupling is properly centered.
3. Quarterly/annual maintenance (performed by professional engineers or manufacturers)
• System calibration: Professional calibration of tension sensors and correction systems to ensure control accuracy.
• Comprehensive overhaul: Check all bearings and replace them immediately if there is any excess or abnormal response; Systematic inspection of circuits and gas circuits, tightening terminal blocks and pipe joints.

3. Targeted maintenance strategies for core components
Focusing on core components maximizes the reduction of operation and maintenance costs and improves product quality:
(1) Blades (the largest consumable): A blade life management file must be established. Blunt blades not only damage quality but also increase motor load. It is recommended to cooperate with professional sharpening manufacturers for regular sharpening of blades, as the cost is much lower than replacing them with new ones. Additionally, ensure the blade installation angle is accurate.
(2) Tension control system (quality core): Keeping the tension roller and dancer roller clean is the prerequisite for accurate tension testing. Optimal tension parameter files must be established and maintained for ribbons of different materials and widths to avoid waste caused by "one parameter to dominate the world."
(3) Transmission and electrical systems: Regularly check the tension of the drive belt to prevent slipping; Monitor the operating sound of the gearbox; Regularly clean the dust inside the electrical cabinet and check whether the PLC program backup is complete.
4. Operational Standards and Environmental Management
Human error is a major trigger for equipment failure. Establishing standardized operating procedures (SOPs) is crucial:
• Standardized operating practices: Ensure the ribbon coil is centered on the shaft during feeding; Perform dual parameter kernels before startup; Stop the machine promptly when slitting reaches the core to avoid entanglement.
• Environmental control: It is recommended to maintain workshop temperature between 20-25°C and humidity between 40%-60%. A stable environment reduces material deformation and prevents dust from entering bearings and sensors.
• Personnel training: Incorporate maintenance skills into operator training and assessment systems, making every person who touches the equipment a "sensor" of its status.
Conclusion
Maintaining ribbon slitting machines is an extremely cost-effective investment. By shifting daily maintenance from passive cost expenditures to proactive value creation strategies, companies can not only significantly reduce downtime losses and scrap rates, but also extend equipment service life and ensure consistently high quality for slitted products. In today's increasingly fierce manufacturing competition, that carefully cared for and smoothly operating ribbon slitting machine is the company's silent yet powerful declaration of practicing the lean production philosophy.

 Fully Automatic TTR Slitter RSDS8 Plus
Fully Automatic TTR Slitter RSDS8 Plus Hot Stamping Foil Slitter 1600mm
Hot Stamping Foil Slitter 1600mm Hot Stamping Foil Slitter (4 Shafts)
Hot Stamping Foil Slitter (4 Shafts) Semi-Auto TTR Slitter RSDS2 Plus
Semi-Auto TTR Slitter RSDS2 Plus Semi Automatic TTR Slitter RSDS5 Plus
Semi Automatic TTR Slitter RSDS5 Plus Manual TTR Slitter RSDS2
Manual TTR Slitter RSDS2 Auto Paper Core Cutter
Auto Paper Core Cutter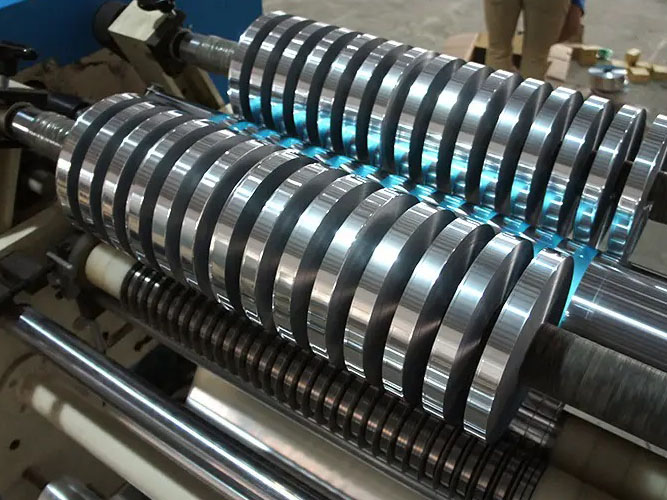 Aluminum Foil Slitting Machine
Aluminum Foil Slitting Machine






 +86 135 9951 7291
+86 135 9951 7291 support@delishgroup.com
support@delishgroup.com +86 135 9951 7291
+86 135 9951 7291