02. November, 2023delish0

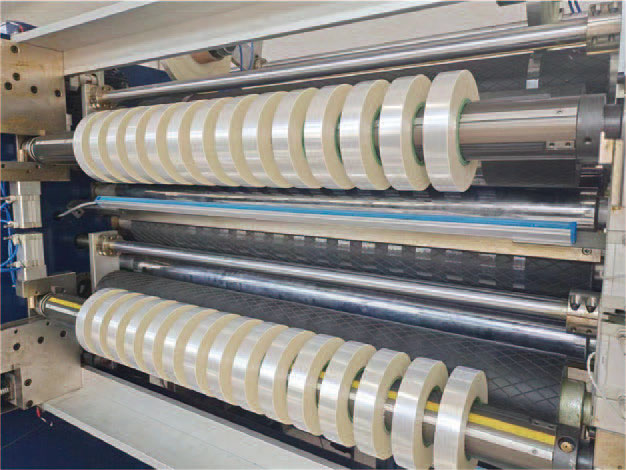
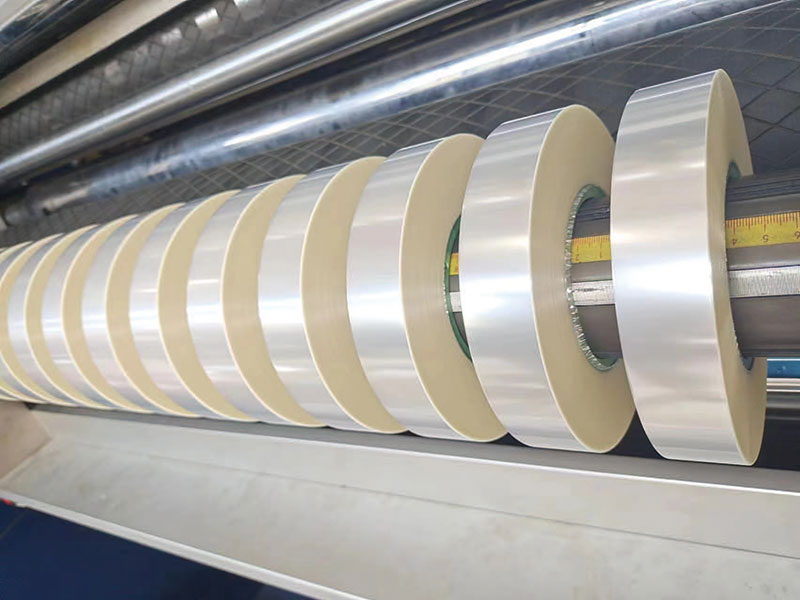
Winding is the last process of the film slitting machine, and the quality of the winding directly affects the quality of the finished film roll. Common appearance defects mainly include surface folds, uneven end faces, loose rolls and decoring, indentation and creases, etc., the following Delish Xiaobian will share with you a few film slitting machine winding skills.
Film slitting machine winding taper tension control
The winding tension control methods of the slitter include equal moment tension control, constant tension control and taper tension control. When the winding torque is constant, the tension gradually decreases as the diameter of the film coil increases, which makes the film roll loose. In addition, with the increase of the roll diameter, the mass will also increase, and it is difficult to drive the film roll with a small torque, so it is not suitable for the winding of larger diameter materials under the same torque condition. Constant tension is to ensure that the tension of the film roll is always unchanged during the winding process, which is suitable for the film roll with a small rewinding diameter, the disadvantage is that the tension is too small because the winding is too loose, it is easy to be eccentric, and the tension is too large and will be rewound too tightly and damage the paper core. The taper tension control is more flexible, and the taper coefficient, diameter, initial torque and other parameters can be set according to different materials, so that the tension can be gradually reduced according to a certain range, so as to prevent the phenomenon of slippage between film layers due to over-tight winding of the inner layer. In addition, the taper value can be set to 0 for constant tension control.
Different slitting machine manufacturers have different algorithms for tension taper control, and improper taper setting is likely to cause the center to be too tight and wrinkled, resulting in unnecessary waste in production. The slitting machine needs to wind film rolls with larger diameters and heavier weights, and must first ensure that there is sufficient torque. When setting the taper, it is necessary to comprehensively consider the film thickness, ductility, stability, speed and other factors, the taper coefficient is too large, so that the core is too hard and the outside is too loose, and the tension change is too drastic, and it will also cause the film layer to slip easily and form a partial coil phenomenon. The taper coefficient is too small, the film is too tightly winded, and the internal stress gathers to form a chrysanthemum pattern, which affects the product quality. Delish Machinery analyzes and summarizes the output effect of various tapers through practice, and formulates different tension taper control methods according to the characteristics of different materials to meet the process requirements of various film manufacturers.
Techniques for removing static electricity in the winding of film slitting machine
As the speed of the slitting machine becomes faster and faster, the strong friction between the insulating polymer film material and the rubber roller metal roller during the slitting process produces a large amount of static electricity, which is easy to adsorb dust to the material and affect the quality of the film roll, especially the pattern of some printed films. The mutual attraction and repulsion between static electricity will cause relative displacement between the film layers, resulting in a series of winding problems such as slippage, slitting offset, tension change and other phenomena. What's more, serious friction generates an ultra-high potential of more than 100,000 volts, which may lead to air discharge and directly cause fire, or electric shock to the operator, resulting in injury accidents. No matter from the perspective of production safety or production efficiency, the static electricity problem caused by film slitting and winding is extremely harmful.
This problem is now solved by the technique of setting up a static elimination product at the rewinding point. There are two common types of static elimination: active and passive. Passive elimination methods include static elimination ropes, electrostatic brushes, electrostatic copper wires, etc., which is an economical and effective solution, especially in the case where active electrostatic elimination equipment cannot be used. The method of use is generally to use conductive fibers close to the surface of the material to form an electric field and ionize the nearby air to achieve the purpose of neutralizing the electrostatic charge of the target. Active classical elimination generally uses ion rods to generate a large number of positive and negative charges to neutralize the static electricity on the surface of the material, here it should be noted that the central winding electrostatic rod is generally installed above or below the winding shaft, the surface winding is generally installed on the side where the film leaves the pressure roller, and the double-station winding needs to be installed in a place that can handle two different winding positions.
Anti-stringing skills when the film slitting machine is winded
We know that if the tension in the center of the slitting machine is too large or the pressure of the pressure roller is too large when the surface is winded, there will be creases or wrinkles on the surface of the film, which will affect the quality of the finished coil. On the contrary, if the pressure/tension is reduced, the winding is too loose and it is easy to cause the problem of stringing edges. Especially for some large rolls of film, due to the uneven thickness of the two ends, the same pressure of the roller is unbalanced at both ends. According to the different types and specifications of the film, under the premise of ensuring the hardness of the film coil, with the best tension and pressure, the engineers of Delish will eliminate the problem of uneven end faces caused by string edges.
First of all, observe whether there is a phenomenon of shaking on both sides of the pressure roller when rotating, which may be caused by the bearing installation problem, and observe whether there is a gap or uneven height. When the pressure roller shakes, the pressure at both ends of the film surface changes instantaneously, and the end with less pressure is more likely to string edges. In addition, check whether the transmission parts are running well, whether there is no tooth skipping or slippage on the belt, and whether the motor bearing rotates smoothly. In addition, whether there is any abruptness in the relative curve of tension and velocity and diameter, the problem is generally found through the time point of the string edge, and the corresponding fine-tuning is carried out. In the future, Delish Machinery will share more film slitting machine winding skills to everyone.

 Fully Automatic TTR Slitter RSDS8 Plus
Fully Automatic TTR Slitter RSDS8 Plus Hot Stamping Foil Slitter 1600mm
Hot Stamping Foil Slitter 1600mm Hot Stamping Foil Slitter (4 Shafts)
Hot Stamping Foil Slitter (4 Shafts) Semi-Auto TTR Slitter RSDS2 Plus
Semi-Auto TTR Slitter RSDS2 Plus Semi Automatic TTR Slitter RSDS5 Plus
Semi Automatic TTR Slitter RSDS5 Plus Manual TTR Slitter RSDS2
Manual TTR Slitter RSDS2 Auto Paper Core Cutter
Auto Paper Core Cutter Film Slitting Machine
Film Slitting Machine






 +86 135 9951 7291
+86 135 9951 7291 support@delishgroup.com
support@delishgroup.com +86 135 9951 7291
+86 135 9951 7291