19. February, 2024delish0

The effect of wrinkles on the quality of use
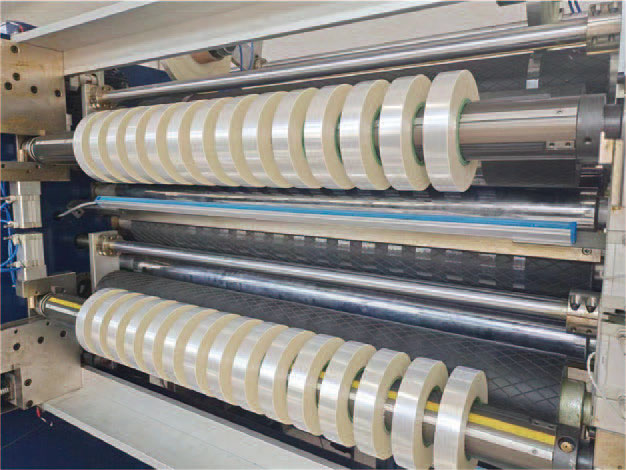
BOPP film is commonly known as "cellophane", reflecting that the film has the characteristics of high stiffness and good gloss, and the film is wrinkled, which means that the flatness of the film is damaged to a certain extent, which is not allowed to exist in any purpose of film, which will not only affect the appearance of deep-processed products, but also cause quality defects in use.
Causes and countermeasures of wrinkles
The wrinkles caused by film slitting are divided into: bottom wrinkles, longitudinal wrinkles, horizontal wrinkles, line wrinkles and other forms, and the causes are also different, which are briefly described as follows:
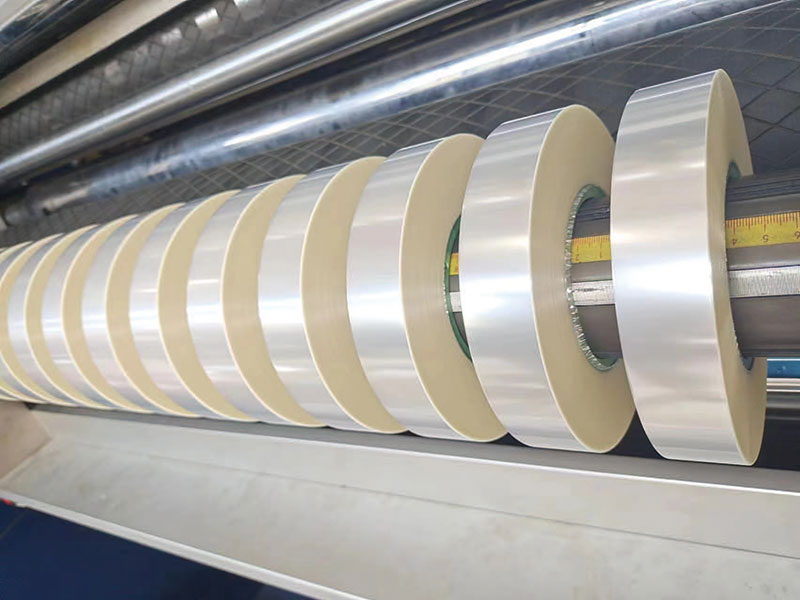
Bottom wrinkle: also known as the initial wrinkle, is the initial winding of the paper core in a section of the wrinkle, because the bottom wrinkle is mostly irregular dead wrinkle, the user uses the bottom wrinkle position to the bottom wrinkle position to generally scrap the film. The degree of wrinkle is an important indicator that reflects the slitting technology level of a BOPP film company, the length of the wrinkle varies from a few meters, tens of meters to hundreds of meters for the film produced by different enterprises, and the more serious the wrinkle, the greater the loss to the enterprise and users. Underwrinkles can be solved by two aspects: process parameters and equipment adjustments, including:
1. The wrinkles near the paper core can not be stretched, which is largely related to the contact roller pressure of the slitting machine, and practice has proved that when the contact roller pressure is increased, the wrinkles are increased when the pressure is reduced, and the wrinkles are reduced when the pressure is reduced, and the air volume in the film roll increases, so that the gap between the films increases and thus reduces friction, which is conducive to reducing the bottom wrinkle;
2. If the winding pressure is small, the bottom wrinkle is less, but the small pressure will cause the film to deviate, therefore, it is very important to set the pressure curve reasonably, and the pressure should be set at the time of starting.
3. When improving the bottom wrinkle, the control of the winding tension must be considered, if only the winding pressure is considered, the setting value of the starting pressure should be very small, and in case of special circumstances, the deceleration will produce defects such as deviation due to small pressure, so the tension curve setting is also very important, and the winding pressure and tension must be properly matched.
4. The pressure at the paper core can not be reduced indefinitely, because too small will make the inner winding of the film roll too loose and make the end face appear star-shaped, so that the film will produce horizontal wrinkles, therefore, when setting the pressure curve, it should be adjusted until the end face of the film roll is neither star-shaped nor can minimize the bottom wrinkle;
5. The degree of wrinkles in different thickness films is different, the stiffness of thick films is better, the bottom wrinkles are less, and the thin films have relatively more bottom wrinkles, so the thin film should be adjusted in terms of parameters to overcome the generation of bottom wrinkles, and the films of different thicknesses should have different slitting process parameters;
6. The degree of bottom wrinkle may not be the same due to the different angles (wrapping angles) of the slitting products inside and outside the slitting machine, and the difference between the inner and outer side of each slitting machine should be noted.
7. The purpose of reducing the bottom wrinkle can also be achieved by adjusting the exhaust property of the pressure roller and improving the stability of the winding arm.
With the continuous improvement of slitting technology, the length of the bottom wrinkle is less and less, it is worth noting that sometimes the bottom wrinkle is not caused by the unreasonable setting of the slitting parameters, but because the operator's sense of responsibility is not strong, the film is not flat on the paper tube but the film is randomly put on the paper tube and then the machine is started to slit, artificially created the wrinkle quality problem, must be paid attention to, eliminate human quality defects, improve the quality of product slitting.

 Fully Automatic TTR Slitter RSDS8 Plus
Fully Automatic TTR Slitter RSDS8 Plus Hot Stamping Foil Slitter 1600mm
Hot Stamping Foil Slitter 1600mm Hot Stamping Foil Slitter (4 Shafts)
Hot Stamping Foil Slitter (4 Shafts) Semi-Auto TTR Slitter RSDS2 Plus
Semi-Auto TTR Slitter RSDS2 Plus Semi Automatic TTR Slitter RSDS5 Plus
Semi Automatic TTR Slitter RSDS5 Plus Manual TTR Slitter RSDS2
Manual TTR Slitter RSDS2 Auto Paper Core Cutter
Auto Paper Core Cutter Film Slitting Machine
Film Slitting Machine






 +86 135 9951 7291
+86 135 9951 7291 support@delishgroup.com
support@delishgroup.com +86 135 9951 7291
+86 135 9951 7291