06. March, 2024delish0

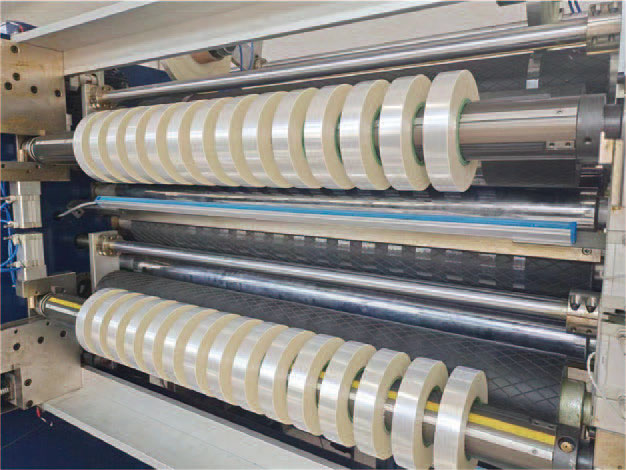
1. Rough edge of the film slitter
Most of the raw edge is caused by the cutting knife is too blunt, replacing the cutting knife can solve the problem. Different types of film due to the thickness, the knife wear degree is also different, the thicker the thickness, the greater the knife wear, so it is necessary to adjust the blade slot position or replace the blade according to different cutting objects, to avoid the appearance of burring products. Take preventive measures, budget the blade replacement cycle, adjust or replace the blade before the blade problem, reduce losses. Another cause of rough edges is the quality of the master winding.
First, when the master roll product wrinkles, the film in the scuttling process to the slot roll is still unable to effectively develop the normal time is prone to burring phenomenon;
Second, when the film is too thick or too thin for a long time, the film is also prone to burring in the slot position without rolling. In addition, because the thinner the film, the lower the stiffness, so the chance of burring is also higher.
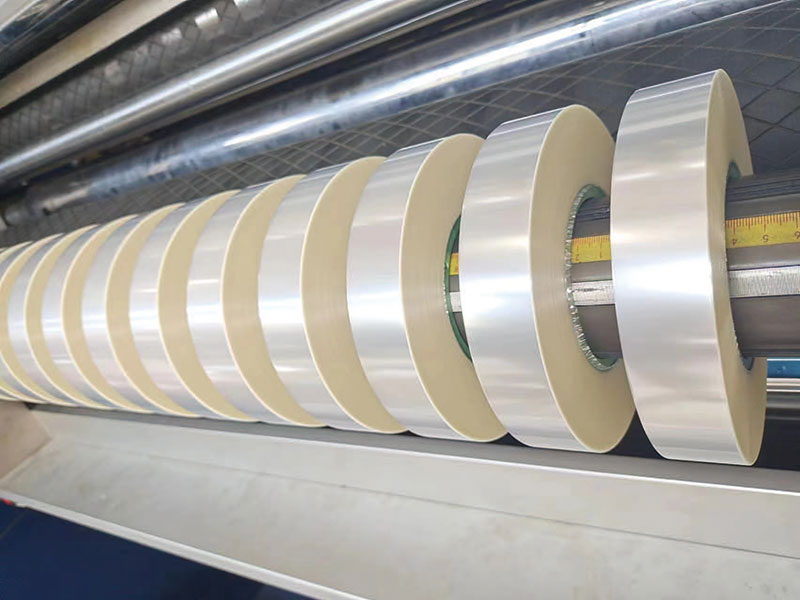
Raw edge products not only affect the appearance, but also directly affect the use of the film edge is jagged, the film roll in the use process is prone to broken film phenomenon, the consequences are very serious.
In addition, we must pay attention to the protection of the end face in the process of moving the film roll, and the film end face gap caused by careless operation, and the gap has a high concealment, and the problem is difficult to find and flow to the user, which will have a greater impact on the use of the product.
2. Film scuttling machine warping edge
Warping occurs at the edge of the film winding, causing warping causes:
1)The edge of the thicker film is warped by winding and superposition.
2)When the winding is too tight, the warping phenomenon caused by cutting can be improved by reducing the tension and speeding up the speed;
3)The cutting tool is too dull, and the stretching phenomenon occurs at the incision during cutting, which causes the edge of the film roll to turn outward and warp the edge after winding. At this time, the cutting tool should be replaced in time to avoid the occurrence of warping.
4)Tool installation is not correct, such as the blade is close to the edge of the knife slot causing the blade to dull. Cutting with a round knife can improve the warping of the film roll.

 Fully Automatic TTR Slitter RSDS8 Plus
Fully Automatic TTR Slitter RSDS8 Plus Hot Stamping Foil Slitter 1600mm
Hot Stamping Foil Slitter 1600mm Hot Stamping Foil Slitter (4 Shafts)
Hot Stamping Foil Slitter (4 Shafts) Semi-Auto TTR Slitter RSDS2 Plus
Semi-Auto TTR Slitter RSDS2 Plus Semi Automatic TTR Slitter RSDS5 Plus
Semi Automatic TTR Slitter RSDS5 Plus Manual TTR Slitter RSDS2
Manual TTR Slitter RSDS2 Auto Paper Core Cutter
Auto Paper Core Cutter Film Slitting Machine
Film Slitting Machine






 +86 135 9951 7291
+86 135 9951 7291 support@delishgroup.com
support@delishgroup.com +86 135 9951 7291
+86 135 9951 7291